Die Indexe dieser Uhr von Greubel Forsey sind aus Nickel und werden durch galvanisches Wachstum auf einen Saphirring aufgetragen.
Hinter dem Luxusimage der Uhren verbergen sich industrielle Produktionsprozesse. Auch wenn heute immer noch viele Arbeitsschritte von Hand erfolgen, werden die Uhren vom Rohmetall maschinell in ein Endprodukt verwandelt. Diese Maschinen stanzen, prägen, bohren, veredeln, formen und deformieren Materie je nach Funktion. Das ist zwar nicht glorreich, aber für den Preis, die Qualität und die Langlebigkeit einer Uhr unerlässlich. Es ist das A und O. Wie in allen anderen Bereichen strebt man auch hier nach immer mehr Zuverlässigkeit, Schnelligkeit und Produktivität. Die CNC-Maschinen hielten in den 1990er- und 2000er-Jahren ihren Einzug in die Werkstätten und lösen nun eine zweite, deutlich diskretere Revolution aus: Sie haben keinen direkten Kontakt mehr mit dem Werkstoff.
Mikroelektrische Säge
Werkzeugmaschinen, Drehautomaten und Stanzen haben nicht nur Vorzüge. Der schlimmste Makel ist ihre Brutalität. Ein Schneidgerät greift das Material an und deformiert es. Es braucht Zeit, bis sich das Material wieder regeneriert. Um diese Rückformung zu beschleunigen, werden bestimmte Werkstoffe neu gebrannt, das heisst für eine schnellere Entspannung erhitzt. Anschliessend werden sie formgerecht gerichtet. Diese langwierigen Prozesse betreffen vor allem die Gehäuse, d.h. massive, mit schwerem Geschütz bearbeitete Teile. Der zweite Makel betrifft die Grösse der zu bearbeitenden Teile. Die Entwicklung ausgeklügelter Komplikationen sowie das Bedürfnis nach Zuverlässigkeit führen dazu, dass die heikelsten Teile nicht gestanzt, sondern durch Elektroerosion mit einem Faden ausgeschnitten werden. Dabei handelt es sich um eine sehr dünne Säge, die elektrischen Strom statt einer Schneide verwendet. Doch auch dieses Verfahren hat seine physikalischen Grenzen. Für besonders komplexe Teile verfügt die Uhrmacherei deshalb über drei neue Werkzeuge.
Laserstrahl
Das Schneiden bleibt der bedeutendste Fertigungsschritt. Für kontaktloses Schneiden eignet sich der Laser besonders gut. Für kritische und zarte Teile wie Anker, Unruhen und Federn wird das Material vom Laser ohne Kontakt und Deformierung durchbohrt und abgegratet. Doch damit ist der Bearbeitungsprozess noch nicht abgeschlossen, denn das produzierte Teil muss auch noch geometrisch verfeinert werden. Bestimmte Ankerräder haben von allen Seiten gefeilte Zähne mit einem Spezialprofil. Um diese mikroskopisch kleinen und fragilen Zacken um ein Mikron anzufasen, ist ein Laser unerlässlich. Ausserdem ist der Laser schnell und senkt die Herstellungszeit.

Leroy nutzt bei der Strutec-Hemmung den Laser zur Erreichung einer passgenauen Geometrie und einer gesteigerten Effizienz.
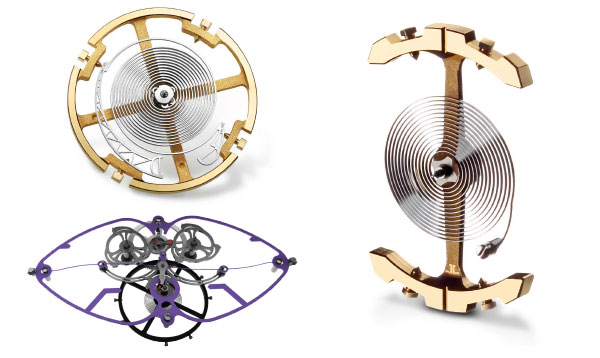
Ohne das für die Herstellung der Zahnung dieser durchsichtigen Saphirdrehscheibe verwendete LIGA-Verfahren gäbe es die Rotonde de Cartier l’Heure Mystérieuse nicht.
Ein Anker von Laurent Ferrier: So zarte Formen und Volumen können nur aus Silizium geschnitten werden.
Die Chronergy-Hemmung von Rolex ist dank des LIGA-Verfahrens aus Nickel.
Atomansammlung
Da manchmal geformt statt deformiert werden muss, kann Material auch angesammelt statt abgetragen werden. Das galvanische Wachstum führt zu einer Anhäufung von Nickelatomen auf einer Basis und bildet ein Substrat in der gewünschten Form. Die Teile werden auf atomarer Ebene bearbeitet, und da in dieser Grössenordnung alles winzig ist und langsam geht, sind die Schichten nur je circa 0,1 mm dick. Sie werden vor allem auf Teile aus Saphir wie beispielsweise Zifferblätter für Beschriftungen und Indexe aufgetragen.
Ionenkanone
LIGA ist ein sehr präzises und effizientes Verfahren, das aus den Labors für die Herstellung von Mikroprozessoren stammt und bei dem eine Form auf eine reine Siliziumplatte aufgezeichnet wird. Ein Plasmastrahl (eine Art Atomstrahl) verändert die Struktur der gezeichneten Linie und hebt diese auf. Das Teil wird folglich wie durch eine tiefe Gravur ausgeschnitten und ist anschliessend sauber, glatt und perfekt. Mit dieser Technik können komplexe Formen und Volumen übereinandergelagert werden. Auf diese Weise werden alle in einer Uhr verwendeten Siliziumteile angefertigt: Anker, Ankerräder, Spiralen und Federn. Um die Vorteile von Silizium zu nutzen, darf es nicht berührt werden. Es ist brüchig und kann deshalb nur mit einem feinen Ionenstrahl bearbeitet werden.